একজন বিশেষজ্ঞমাধ্যাকর্ষণ ডাই ঢালাই - Ningbo Yinzhou Xuxing মেশিনারি Co., Ltd.আজ আপনাদের জানাচ্ছে এর শ্রেণীবিভাগ এবং বিভিন্ন বৈশিষ্ট্যমাধ্যাকর্ষণ ডাই ঢালাই.
আমাদেরগ্র্যাভিটি ডাই কাস্টিংনৈপুণ্য পণ্য তাদের চমৎকার কারুশিল্প এবং চমৎকার মানের জন্য আমাদের গ্রাহকদের দ্বারা স্বীকৃত হয়েছে!
কাস্টিং, ফরজিং, এক্সট্রুশন, রোলিং, অঙ্কন, স্ট্যাম্পিং, কাটিং, পাউডার ধাতুবিদ্যা ইত্যাদির মতো ধাতব উপকরণগুলিকে পছন্দসই পণ্যগুলিতে তৈরি করার জন্য অনেকগুলি প্রক্রিয়া পদ্ধতি রয়েছে। তাদের মধ্যে, ঢালাই হল সবচেয়ে মৌলিক, সবচেয়ে বেশি ব্যবহৃত এবং সবচেয়ে ব্যাপক প্রক্রিয়া।
গলিত ধাতু উচ্চ-তাপমাত্রা প্রতিরোধী উপকরণ দিয়ে তৈরি একটি ফাঁপা ছাঁচে ঢেলে দেওয়া হয় এবং ঘনীভবনের পরে, পছন্দসই আকারের একটি পণ্য পাওয়া যায়, যা ঢালাই। ফলে পণ্য একটি ঢালাই হয়.
ঢালাইয়ের উপাদান অনুসারে ঢালাইকে লৌহঘটিত ধাতু ঢালাই (ঢালাই লোহা, ঢালাই ইস্পাত সহ) এবং অ লৌহঘটিত ধাতু ঢালাই (অ্যালুমিনিয়াম খাদ, তামা খাদ, দস্তা খাদ, ম্যাগনেসিয়াম খাদ, ইত্যাদি সহ) ভাগ করা যায়৷ অ লৌহঘটিত নির্ভুলতা ঢালাই কারখানা অ্যালুমিনিয়াম খাদ এবং দস্তা খাদ ঢালাই উপর জোর দিয়ে, অ লৌহঘটিত ধাতু ঢালাই বিশেষ.
ঢালাই ঢালাই ছাঁচ উপাদান অনুযায়ী বালি ঢালাই এবং ধাতু ঢালাই বিভক্ত করা যেতে পারে. নির্ভুল ঢালাই কারখানাটি ঢালাই প্রক্রিয়া উভয়ের সাথেই সুবিধাজনক, এবং এই দুই ধরনের ঢালাই ছাঁচ নিজেরাই ডিজাইন ও তৈরি করে।
গলিত ধাতুর ঢালাই প্রক্রিয়া অনুসারে ঢালাইকে মাধ্যাকর্ষণ ঢালাই এবং চাপ ঢালাইতেও ভাগ করা যায়। মাধ্যাকর্ষণ ঢালাই এমন একটি প্রক্রিয়াকে বোঝায় যেখানে গলিত ধাতুকে পৃথিবীর মাধ্যাকর্ষণ কর্মের অধীনে একটি ছাঁচে প্রবেশ করানো হয়, যা ঢালাই নামেও পরিচিত। মাধ্যাকর্ষণ ঢালাই একটি বিস্তৃত অর্থে বালি ঢালাই, ধাতু ঢালাই, বিনিয়োগ ঢালাই, হারিয়ে যাওয়া ফোম ঢালাই, কাদা ঢালাই ইত্যাদি অন্তর্ভুক্ত; একটি সংকীর্ণ অর্থে অভিকর্ষ ঢালাই ধাতু ঢালাই বোঝায়। ডাই কাস্টিং এমন একটি প্রক্রিয়াকে বোঝায় যেখানে গলিত ধাতুকে অন্যান্য বাহ্যিক শক্তির (মাধ্যাকর্ষণ ব্যতীত) ক্রিয়াকলাপের অধীনে একটি ছাঁচে প্রবেশ করানো হয়। ডাই কাস্টিং একটি বিস্তৃত অর্থে চাপ ঢালাই এবং ডাই কাস্টিং মেশিনের ভ্যাকুয়াম ঢালাই, নিম্ন চাপ ঢালাই, কেন্দ্রাতিগ ঢালাই, ইত্যাদি অন্তর্ভুক্ত করে; একটি সংকীর্ণ অর্থে চাপ ঢালাই ডাই ঢালাই মেশিনের মেটাল ডাই ঢালাই বোঝায়, ডাই কাস্টিং হিসাবে উল্লেখ করা হয়। নির্ভুল ঢালাই কারখানা দীর্ঘকাল ধরে বালি এবং ধাতব ছাঁচের মাধ্যাকর্ষণ ঢালাইয়ে নিযুক্ত রয়েছে। এই ঢালাই প্রক্রিয়াগুলি নন-লৌহঘটিত ধাতু ঢালাইয়ে সর্বাধিক ব্যবহৃত হয় এবং সর্বনিম্ন আপেক্ষিক দাম রয়েছে।
বালি ঢালাই
বালি ঢালাই একটি ঐতিহ্যগত ঢালাই প্রক্রিয়া যা ছাঁচ তৈরির জন্য প্রধান ছাঁচনির্মাণ উপাদান হিসাবে বালি ব্যবহার করে। বালির ছাঁচগুলি সাধারণত মাধ্যাকর্ষণ ঢালাই ব্যবহার করে, এবং বিশেষ প্রয়োজনীয়তা থাকলে নিম্ন-চাপ ঢালাই, কেন্দ্রাতিগ ঢালাই এবং অন্যান্য প্রক্রিয়াগুলিও ব্যবহার করা যেতে পারে। বালি ঢালাইয়ের অভিযোজনযোগ্যতার বিস্তৃত পরিসর রয়েছে, ছোট অংশ, বড় অংশ, সাধারণ অংশ, জটিল অংশ, একক অংশ এবং বড় ব্যাচ ব্যবহার করা যেতে পারে। বালি ঢালাইয়ের ছাঁচগুলি অতীতে বেশিরভাগ কাঠের তৈরি ছিল, সাধারণত কাঠের ছাঁচ হিসাবে পরিচিত। কাঠের ছাঁচের অসুবিধাগুলি পরিবর্তন করার জন্য, যেমন সহজ বিকৃতি এবং ক্ষতি, Xudong যথার্থ কাস্টিং ফ্যাক্টরি একটি একক টুকরা দ্বারা উত্পাদিত সমস্ত বালি ছাঁচের ঢালাইগুলিকে উচ্চ মাত্রিক নির্ভুলতা এবং দীর্ঘ পরিষেবা জীবন সহ অ্যালুমিনিয়াম খাদ ছাঁচ বা রজন ছাঁচে পরিবর্তন করেছে। যদিও দাম বেড়েছে, তবুও এটি ধাতব ছাঁচ ঢালাইয়ের জন্য ব্যবহৃত ছাঁচের তুলনায় অনেক সস্তা। ছোট ব্যাচ এবং বড় টুকরা উত্পাদন, মূল্য সুবিধা বিশেষভাবে বিশিষ্ট. এছাড়াও, বালির ছাঁচগুলি ধাতব ছাঁচের তুলনায় বেশি অবাধ্য, তাই তামার মিশ্রণ এবং লৌহঘটিত ধাতুগুলির মতো উচ্চতর গলনাঙ্কের উপাদানগুলিও এই প্রক্রিয়ায় বেশিরভাগ ক্ষেত্রে ব্যবহৃত হয়। যাইহোক, বালি ঢালাইয়েরও কিছু ত্রুটি রয়েছে: কারণ প্রতিটি বালি ঢালাই শুধুমাত্র একবার ঢালা যেতে পারে, ঢালাই পাওয়ার পরে ঢালাই ক্ষতিগ্রস্ত হয় এবং পুনরায় আকার দিতে হবে, তাই বালি ঢালাইয়ের উত্পাদন দক্ষতা কম; এবং যেহেতু বালির সামগ্রিক প্রকৃতি নরম এবং ছিদ্রযুক্ত, তাই বালি ঢালাই ঢালাই কম মাত্রিক নির্ভুলতা এবং রুক্ষ পৃষ্ঠ আছে। যাইহোক, নির্ভুল ঢালাই কারখানায় বহু বছর ধরে প্রযুক্তি জমা হয়েছে, যা বালি ঢালাইয়ের পৃষ্ঠের অবস্থার ব্যাপক উন্নতি করেছে এবং শট ব্লাস্টিংয়ের পরে প্রভাব ধাতু ঢালাইয়ের সাথে তুলনীয়।
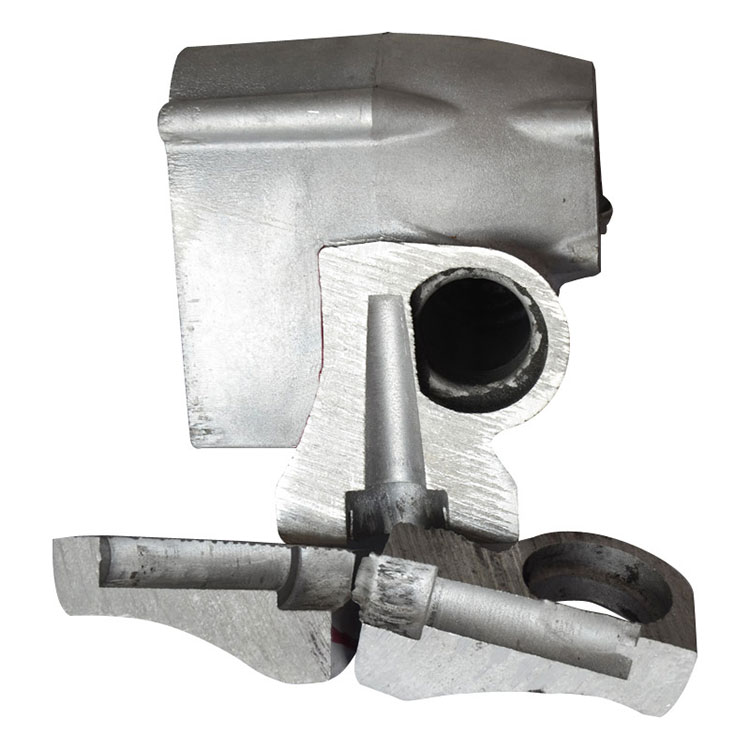
ধাতু ছাঁচ ঢালাই
তাপ-প্রতিরোধী খাদ ইস্পাত দিয়ে ফাঁপা ঢালাই ছাঁচ তৈরির জন্য এটি একটি আধুনিক প্রক্রিয়া। ধাতব ছাঁচগুলি হয় মাধ্যাকর্ষণ ঢালাই বা চাপ ঢালাই হতে পারে। ধাতব ছাঁচের ঢালাই ছাঁচ বারবার ব্যবহার করা যেতে পারে। প্রতিবার গলিত ধাতু ঢালা হয়, একটি ঢালাই প্রাপ্ত হয়, একটি দীর্ঘ সেবা জীবন এবং উচ্চ উত্পাদন দক্ষতা সঙ্গে। ধাতব ছাঁচের ঢালাইতে কেবলমাত্র ভাল মাত্রিক নির্ভুলতা এবং মসৃণ পৃষ্ঠ থাকে না, একই গলিত ধাতু ঢেলে দেওয়ার শর্তে বালির ছাঁচের চেয়ে উচ্চ শক্তিও রয়েছে এবং ক্ষতি হওয়ার সম্ভাবনা কম। অতএব, অ লৌহঘটিত ধাতুগুলির মাঝারি এবং ছোট ঢালাইয়ের ব্যাপক উত্পাদনে, যতক্ষণ ঢালাই উপাদানের গলনাঙ্ক খুব বেশি না হয়, ধাতব ছাঁচ ঢালাই সাধারণত পছন্দ করা হয়। যাইহোক, ধাতব ছাঁচ ঢালাইয়েরও কিছু ত্রুটি রয়েছে: কারণ তাপ-প্রতিরোধী খাদ ইস্পাত এবং এর উপর ফাঁপা গহ্বরের প্রক্রিয়াকরণ তুলনামূলকভাবে ব্যয়বহুল, ধাতব ছাঁচের ছাঁচের ব্যয় বেশি, তবে ডাই-কাস্টিং ছাঁচের সামগ্রিক খরচ। তুলনামূলকভাবে সস্তা। অতিরিক্ত. ছোট ব্যাচের উত্পাদনের জন্য, প্রতিটি পণ্যের জন্য বরাদ্দকৃত ছাঁচের ব্যয় স্পষ্টতই খুব বেশি, যা সাধারণত গ্রহণযোগ্য নয়। এবং যেহেতু ধাতব ছাঁচের ছাঁচটি ছাঁচের উপাদানের আকার এবং গহ্বর প্রক্রিয়াকরণ সরঞ্জাম এবং ঢালাই সরঞ্জামের ক্ষমতা দ্বারা সীমাবদ্ধ, এটি বিশেষত বড় ঢালাইয়ের জন্যও শক্তিহীন। অতএব, ছোট ব্যাচ এবং বড় টুকরা উৎপাদনে, ধাতু ছাঁচ ঢালাই খুব কমই ব্যবহার করা হয়। উপরন্তু, যদিও ধাতব ছাঁচ তাপ-প্রতিরোধী খাদ ইস্পাত গ্রহণ করে, তবুও এর তাপ প্রতিরোধ ক্ষমতা সীমিত। সাধারণত, এটি বেশিরভাগ অ্যালুমিনিয়াম অ্যালয়, জিঙ্ক অ্যালয় এবং ম্যাগনেসিয়াম অ্যালয়গুলির ঢালাইয়ে ব্যবহৃত হয়। আরও কম.
মরা ঢালাই
ডাই কাস্টিং হল ডাই কাস্টিং মেশিনে ধাতব ছাঁচের চাপ এবং এটি সবচেয়ে উত্পাদনশীল ঢালাই প্রক্রিয়া। ডাই-কাস্টিং মেশিন দুটি বিভাগে বিভক্ত: হট-চেম্বার ডাই-কাস্টিং মেশিন এবং কোল্ড-চেম্বার ডাই-কাস্টিং মেশিন। কোল্ড চেম্বার ডাই কাস্টিং মেশিনের তুলনায় গরম চেম্বার ডাই কাস্টিং মেশিনে উচ্চ মাত্রার অটোমেশন, কম উপাদানের ক্ষতি এবং উচ্চ উত্পাদন দক্ষতা রয়েছে। অ্যালুমিনিয়াম অ্যালয় ডাই কাস্টিংগুলি যেগুলি আজকে ব্যাপকভাবে ব্যবহৃত হয় শুধুমাত্র তাদের উচ্চ গলনাঙ্কের কারণে কোল্ড চেম্বার ডাই কাস্টিং মেশিনে উত্পাদিত হতে পারে। ডাই ঢালাইয়ের প্রধান বৈশিষ্ট্য হল যে গলিত ধাতু উচ্চ চাপ এবং উচ্চ গতিতে গহ্বরটি পূরণ করে এবং উচ্চ চাপে গঠিত এবং দৃঢ় হয়। গহ্বরের বাতাসকে ঢালাইয়ের ভিতরে আবৃত করে সাবকুটেনিয়াস ছিদ্র তৈরি করা হয়, তাই অ্যালুমিনিয়াম অ্যালয় ডাই কাস্টিং তাপ চিকিত্সা করা উচিত নয় এবং জিঙ্ক অ্যালয় ডাই কাস্টিং পৃষ্ঠে স্প্রে করা উচিত নয় (তবে এটি আঁকা যেতে পারে)। অন্যথায়, ঢালাইয়ের অভ্যন্তরীণ ছিদ্রগুলি তাপীয় প্রসারণের কারণে প্রসারিত হবে এবং উপরে উল্লিখিত চিকিত্সা সঞ্চালিত হলে ঢালাই বিকৃত বা বুদবুদ হতে পারে। এছাড়াও, ডাই কাস্টিংয়ের যান্ত্রিক কাটিং ভাতাও ছোট হওয়া উচিত, সাধারণত প্রায় 0.5 মিমি, যা কেবল ঢালাইয়ের ওজন কমাতে পারে না, খরচ কমাতে কাটিংয়ের পরিমাণ কমাতে পারে, তবে পৃষ্ঠের ঘন স্তর ভেদ করা এবং ত্বকের নিচের অংশগুলিকে প্রকাশ করা এড়াতে পারে। ছিদ্র, যার ফলে ওয়ার্কপিসটি স্ক্র্যাপ করা হয়।